Leave A Message
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.








Surface Metal wastewater or equivalent or electroplating industrial wastewater treatment, it's need to removing heavy metals like Ni (Nickle removing ) and Cu (Copper removing ) and other contaminants high COD / BOD. Average Capacity : 120m3/Day Material of Container : SUS304 Material Tank + .Epoxy +Fluorocarbon top painting Dimension :2.3×2.5×11.5m <W*H* L> * 2 set Power Consumption :7.5KW/H Controlling : Automatic Running Output Water Quality : Meet the international standards, for discharge or reuse in irrigation.More details of similar industrial wastewater treatment solution, please contact with us
View DetailsThe parameters of this MBR System: Average Capacity : 200m3/Day Material of Container : SUS304 Material Tank or.Epoxy +Fluorocarbon top painting Dimension :2.3×2.5×11.5m <W*H* L> * 2 set Power Consumption :7.5KW/H Controlling : Automatic Running Output Water Quality : Meet the international standards, for discharge or reuse in irrigation.
View DetailsFind 1000LPH Industry RO System for Borehole Water Treatment, Hinada is the leading manufacturer of water treatment equipment. Please contact us and get quotation for your project. 1000LPH Industry RO System for Borehole Water Treatment Includes: * Feed Water Pump * Pretreatment Filter ( Multi-media sand filter) *Carbon Filter *Softener Filter * Cartridge filter * High pressue pump * RO Membrane *UV Sterilizer
View DetailsIndustrial reverse osmosis (RO) systems Cost-effective and sustainable solution for water Plug-and-Play. Low Maintenance & Easy Servicing, standardized components, self-cleaning Superior Water Quality for High TDS Water 99.5% of TDS Rejection rate Process design of the whole treatment system, Supply the completely RO Plant Offer customized solution according to client requirement
View DetailsHinada Provides The Innovative Drinking Water Solutions To The Community. 2600m3/day Clean Water UF System UF Membrane pore size: 0.01um Energy saving, Backwashable Low Investment Good output water quality UF System Including: UF Membrane, Valves & Meters, Control System, Pipes and Fitting, 304 stainless, Skid Frame, Preccision Filter, Raw water pump, Backwash pump Description: The UF System filtration process which utilizes trans-membrane pressure differential to separate particles according to molecular weights. It is used to remove high molecular-weight substances, colloidal materials, and bacteria, organic and inorganic polymeric molecules.
View DetailsHinada provides the innovative drinking water solutions to the community. 2000m3/day Clean Water UF System UF Membrane pore size: 0.01um Energy saving, Backwashable Low Investment Good output water quality UF System Including: UF Membrane, module, Valves & Meters, Control System, Pipes and Fitting, 304 stainless, Skid Frame, Preccision Filter, Raw water pump, Backwash pump Description: The UF System filtration process which utilizes trans-membrane pressure differential to separate particles according to molecular weights. It is used to remove high molecular-weight substances, colloidal materials, and bacteria, organic and inorganic polymeric molecules.
View DetailsIndustrial UF System for Urea Liquid Filtration UF Membrane pore size: 0.01um Energy saving, Backwashable Low Investment Good output water quality UF System Including: UF Membrane, module, Valves & Meters, Control System, Pipes and Fitting, 304 stainless, Skid Frame, Preccision Filter, Raw water pump, Backwash pump Description: The UF System filtration process which utilizes trans-membrane pressure differential to separate particles according to molecular weights. It is used to remove high molecular-weight substances, colloidal materials, and bacteria, organic and inorganic polymeric molecules.
View Details2000LPH Ultrafiltration system Feature:* UF membrane pore size: 0.01um* Energy saving, backwashable* Low investment* Good output water quality UF System Including: UF Membrane, module, Valves & Meters, Control System, Pipes and Fitting, 304 stainless, Skid Frame, Preccision Filter, Raw water pump, Backwash pump Description:The UF System filtration process which utilizes trans-membrane pressure differential to separate particles according to molecular weights. It is used to remove high molecular-weight substances, colloidal materials, and bacteria, organic and inorganic polymeric molecules.
View DetailsUnderstand UF Technology for Drinking Water System UF Technology for drinking water systems is one of the several scientific filtration techniques in use today. Considered as the major membrane filtration method, the procedure makes use of hydrostatic pressure forcing fluid into another membrane and semipermeable. The solids & solute materials of higher molecular weight suspended in liquid are retained, while low weight suspended particles flow along with the water. The process is in use by major industries where macromolecular solutions are studied and purified. And, we at Hinada offer several UF Technology for drinking water systems for numerous industries. This is scientific procedure is similar to that of reverse osmosis, nanofiltration & microfiltration. However, one can have an idea that the process differs from methods for filtration with regards to size & types of substances it separates from fluid.
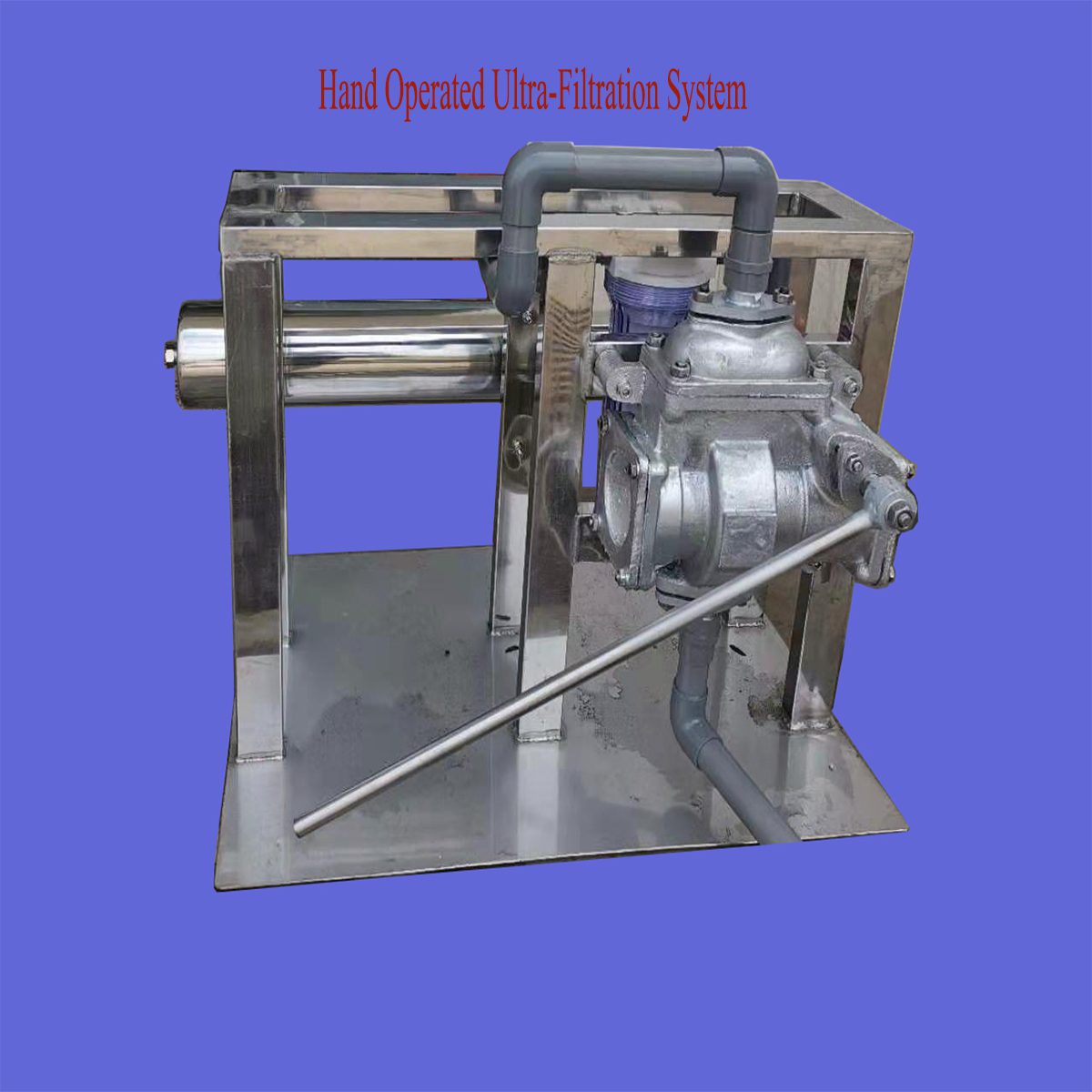
View DetailsHand Operated Ultra-Filtration System for Portable Water Filtration Model: NM-UF-1000 Specifications Easy to operation Small footprint (70cm * 50cm* 50cm) High flow rate (1 m 3 /hour) High mobility and light weight (35kgs) No electricity required (Hand pump)
View DetailsIndustrial UF Filtration System UF Membrane pore size: 0.01um Energy saving, Back-washable Low Investment Good output water quality High recovery rate around 90% Description: The UF System filtration process which utilizes trans-membrane pressure differential to separate particles according to molecular weights. It is used to remove high molecular-weight substances, colloidal materials, and bacteria, organic and inorganic polymeric molecules.
View DetailsRiver Water Ultrafiltration Plant UF Membrane pore size: 0.01um Energy saving, Backwashable Low Investment Good output water quality Description: The UF System filtration process which utilizes trans-membrane pressure differential to separate particles according to molecular weights. It is used to remove high molecular-weight substances, colloidal materials, and bacteria, organic and inorganic polymeric molecules.
View DetailsOur 250m3 /Day Sewage Wastewater Treatment Plant, the treat process with: DAF System + MBR System Containerized integrated wastewater treatment system has been successfully installed and commissioned in the Philippines. ✅ Crystal clear effluent ✅ Stable operation ✅ Customer fully satisfied From manufacturing in Hinada to on-site commissioning overseas – every step reflects our commitment to quality and reliability. Clean water knows no borders. 📍 Philippines Site #WastewaterTreatment Plant #MBR System containerized#DAF Tehnology #CleanWater recycing #Export
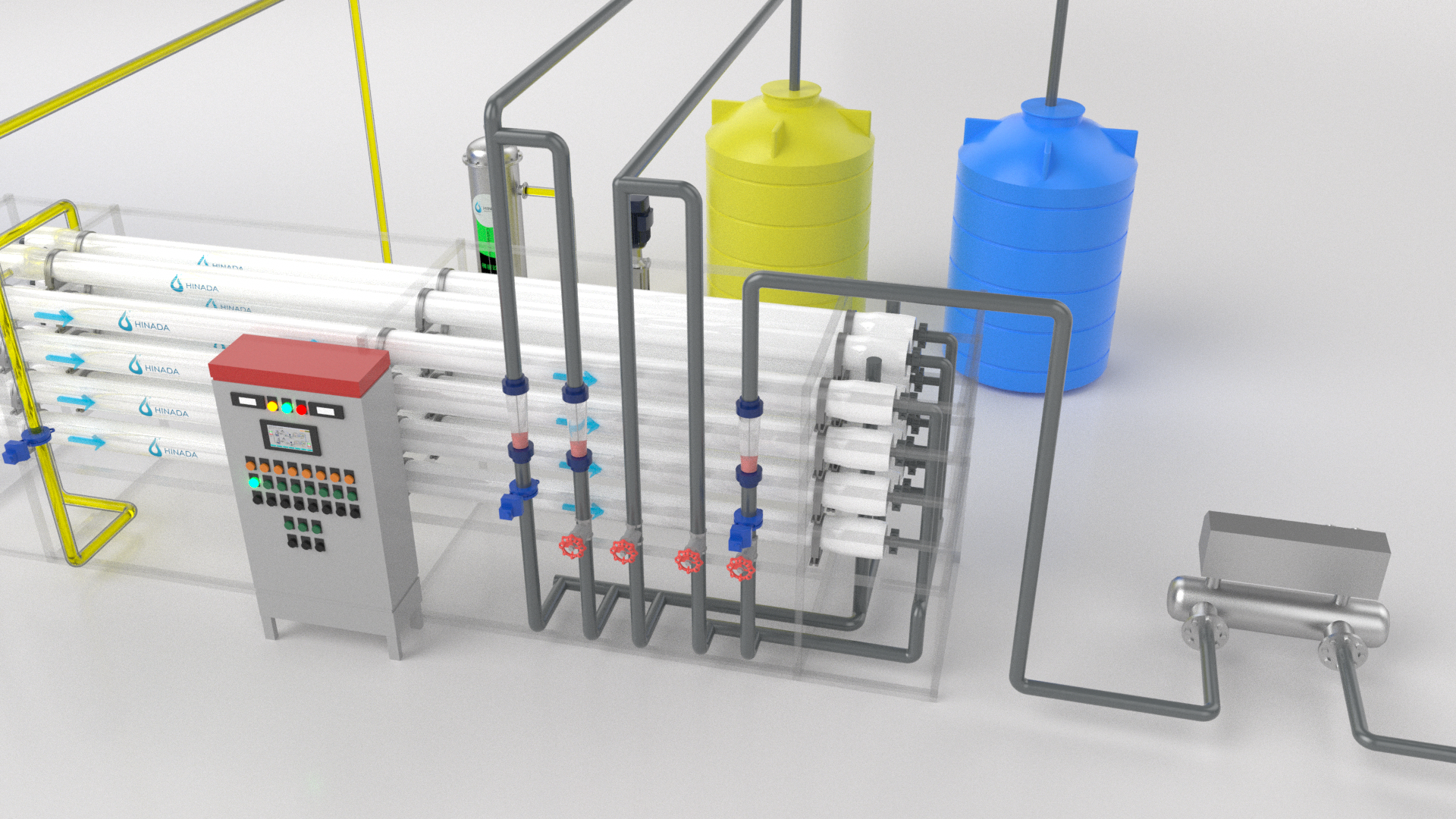
Check VideoIn modern industry, a reliable supply of pure water is critical for uninterrupted production and high-quality output. But how do you achieve large-scale, high-efficiency purification in a compact, smart, and ready-to-deploy package. The answer is right here. This is our advanced Containerized Ultrafiltration System.The capacity is 1000m3 per day. It integrates the entire water treatment process into a single, standardized shipping container. What you get is more than just equipment; it’s a plug-and-play water treatment plant, ready for rapid deployment, Raw water is first pressurized by the feed pump. It then sequentially passes through the disc filter and bag filter, effectively removing suspended solids and larger particles. Next, the water is polished by the cartridge filter, for deeper pre-treatment. Finally, the core of the process – water enters the Ultrafiltration membrane modules. With pores at the microscopic level, they efficiently separate colloids, bacteria, viruses, and macromolecules, producing a consistent stream of highly purified water for your most demanding applications. To ensure long-term, stable performance, the system features a fully automatic backwash system, integrated with inline chemical cleaning. This easily manages membrane fouling and restores flux. Furthermore, we’ve included a convenient Offline CIP circuit with a dedicated pump. For intensive maintenance, you can perform a highly efficient, isolated cleaning of the membranes without complex disassembly, drastically reducing downtime and operational costs. From feed water to product, from intelligent backwash to easy maintenance—this containerized ultrafiltration system is your all-in-one water treatment solution. It means a smaller footprint, faster deployment, and a lower total cost of operation. Hinada — Advanced Water Treatment for Industrial Excellence.
Check VideoIndustrial Reverse Osmosis Systems offer one of the best ways of producing clean water for your drinking water or industrial application. The booster pump intake high TDS Saline water from raw water tank, raw water can be river and underground Well Water, or city water, or Industry Brackish water, Pretreatment Filter, Multi-media Filter, Activated Carbon Filter, Softener Filter, Cartridge Filter, according to input water quality, choose different optional pretreatment system. Firstly it will do the flush of pretreatment filter and Industrial RO system, remove the dirty or deposit contaminants inside. Secondly, operation of RO System making clean water. RO Semi-permeable membrane with pores ~0.0001 microns, which are very efficient, being capable of removing up to 95 – 99% of the contaminants (TDS) in the water. CIP (Clean-in-Place) for RO Systems, It removes fouling (organic, biological, or particulate) and scaling (mineral deposits). Hinada provide the truly integrated solution to water and wastewater project, from designation, supplying, installation support and commissioning to training.
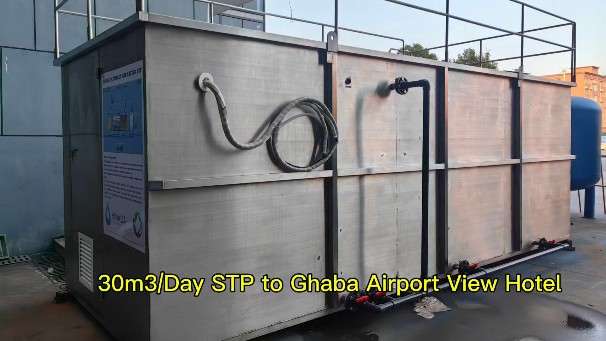
Check VideoAirport or Island Star Hotel Wastewater Treatment Equipment MBR System Packaged in Container Wastewater projects for hotels and resorts have one thing in common — they require a highly effective wastewater treatment system despite variable seasonal flows, The hotel industry is booming across the globe, as hotel accommodation ranging in various types, shapes and sizes to fit every traveller’s preference and need is becoming readily available in dense urban areas as well as secluded countryside destinations. No matter the location, no matter the travel style, the 21st-century traveller can find the hotel that fits their needs, and hotel managers have to work hard to build an offer the competition won’t be able to match. In achieving this, building a functional and effective wastewater treatment system will be essential – not only for guest satisfaction but also for the preservation of the ecosystem as well as and in order to stay compliant with the governing laws and regulations. Hinada the professional manufacturer of Containerized hotel wastewater treatment system, for more information or quotation, please share those information for us: 1. Raw water qaulity test report ? 2. Output Water quality standard? 3. Treatment Capacity per hour or rooms ?
Check Video
Hinada Water Treatment Tech Co., Ltd. is one of leading Wastewater Equipment and MBR membrane manufacturers in China, specializing in wastewater solution provider and wastewater treatment equipments supplying in Chenzhou founded in 2012, the membrane including hollow fibers for UF Membrane and MBR membrane, the equipment including wastewater treatment MBR System in Containerized, DAF System, RO System, UF plant and so on. Which are used for all kinds of wastewater treatment or drinking water treatment or industrial application.
Read more




Hinada has many years of Sewage Treatment Plant Solution experience in the design, construction, and operation of wastewater treatment plants, we are using proprietary technologies for a wide range of municipal, commercial, and industrial client projects. We has a professional technical team, our service includes custom-designed wastewater treatment solutions are reliable and cost-effective, which from process designation to installation, operation and maintenance. High quality control reliable and price reasonable. We have a good after-sales service team to make sure your project are running well all the time. Sewage Treatment Plant * Sewage treatment is the process of removing contaminants from wastewater, primarily from household sewage. It includes physical, chemical, and biological processes to remove these contaminants and produce environmentally safer treated wastewater (or treated effluent). MBR Membrane (membrane biological reactor) is one kind of new and high efficient wastewater treatment method, because of environment discharge standard increased, people has to choose the MBR technology. * In this recent years, as the treated effluent required higher and new treatment technology developed, mbr technology is widely applied in the sewage treatment plant. Sewage Treatment Plant Process: Wastewater influent——Bar Screening—-Collection water tank -—Anaerobic Tank (or septic tank) —Aerobic Tank——MBR Tank——Clean Water Tank & Sludge Tank The MBR Technology Advantages: 1. Output water quality stable and good 2. Easy operation and maintenance 3. Fully automatically controlling 4. Cost acceptable Hinada can offer professional solution designation, sophisticated installation, good training and efficient after-sales service according customer’s requirements. Our vast experience and drive for excellence can be put to use in your facility – quickly and easy. Any inquiry please don’t hesitate contact with us.

Municipal wastewater treatment plant cleans sewage and water so that they can be returned to the environment. Wastewater treatment plants remove solids and pollutants, break down organic matter and restore the oxygen content of treated water. Normally, the waste water from homes, commercial buildings, schools and street grates will be treated by treatment plant. Hinada is a rich experience wastewater treatment system manufacturer, provide very high quality wastewater treatment system for your wastewater treatment plant, also we can build wastewater treatment plants as your requirement. Municipal Wastewater Treatment Plant The collection and treatment of domestic sewage and wastewater is vital to public health and clean water. It is among the most important factors responsible for the general level of good health enjoyed in the world. Sewage treatment is the process of removing contaminants from wastewater, primarily from household sewage. It includes physical, chemical, and biological processes to remove these contaminants and produce environmentally safer treated wastewater (or treated effluent). In this recent years, as the treated effluent required higher and new treatment technology developed, MBR technology is widely applied in the sewage treatment plant. Sewage treatment system is developed and very convenient to use for your wastewater treatment plant, Hinada is one of leading wastewater treatment plant manufacturers in China, we provide many MBR membrane products for your waste water treatment plants. Treatment Process: Wastewater influent——Bar Screening—-Collection water tank -—Anaerobic Tank —Aerobic Tank——MBR Tank——Clean Water Tank & Sludge Tank Any inquiry please don’t hesitate to contact with us, for solution and designation, equipment supplement and installation.

Drinking water can be produced from any natural sources like groundwater, lakes and rivers (surface waters) or seawater. Drinking water standards are set by the world health organisation and by the European union. Drinking water must be free of suspended solids, microorganisms and toxic chemicals. Mineral concentration recommendation vary from country to country but most of the minerals have a maximum concentration recommended to ensure safe, equilibrated and pleasant water to drink. For municipal drinking water, a special focus is carried on the corrosivity and scaling potential of the water to maintain distribution piping in good shape. For your requirement, please send questions to us, Hinada is the manufacturer of drinking (reverse osmosis) RO system. Our Advantages:* 10 Years custom Reverse Osmosis water system designing experiences* Standard designs according your application, requirement and budget* Designing for industrial and household water treatment * Good quality and stable output water Our Service: * We can offer the designation and manufacture according to client project and requirement.* Offer installation and commissioning and test service. * Good quality water treatmen RO System and after-sales services.

Ghana Client inspection Hotel Wastewater Treatment Equipments in Hinada Factory A hotel wastewater treatment system, MBR System in containerized, removes contaminants from wastewater generated by sinks, showers, and toilets. The system protects the environment, ensures guest satisfaction, and complies with local regulations. Main Components of MBR System: Collection tank: Receives wastewater from the hotel Pre-treatment bar Screen: Separates large solids like hair and debris Biological Treatment System: Removes pollutants using Anaerobic biological, Aerobic biological and MBR Filtration processes Final disposal method: Safely disposes of treated wastewater Treatment processes Biological treatment: Uses biological processes to purify wastewater Secondary treatment: Uses biological processes to further purify wastewater Membrane bioreactors (MBRs): Combines biological treatment with membrane filtration to produce high-quality effluent Maintenance Regular maintenance is required to ensure the system is effective Some systems can be remotely monitored and operated Benefits Reduces water consumption, Lowers operational costs, Enhances sustainability, and Protects the health of staff and visitors Hinada the professional manufacturer of Containerized hotel wastewater treatment system, for more information or quotation, please share those information for us: 1. Raw water qaulity test report ? 2. Output Water quality standard? 3. Treatment Capacity per hour or rooms ?

Get Clean Water With UF System: The Key To Advanced Water Treatment Water, the most important natural resource, gives us life and is important for different domestic and industrial uses. Finding clean water in today’s era where water pollution and scarcity has increased to extremes is difficult. Ultrafiltration (UF) systems have emerged as a vital technology in the field of water treatment, offering high efficiency and reliability. In this guest post, we will delve into the workings of UF Systems, their benefits, and their applications. What is an Ultrafiltration System? The ultrafiltration system is a kind of membrane filtration system in which water is pushed through a semipermeable membrane. The UF membrane can efficiently remove suspended solids, bacteria, viruses, and other pathogens because its pores typically range in size from 0.01 to 0.1 microns. These Systems, in contrast to conventional filtration techniques, can generate highly pure water without the need for chemical additives or intensive pre-treatment. 50m3 per Jam UF System Drinking Water Project Indonesia How Ultrafiltration Systems Work The principle on which the ultrafiltration system works is simple but very effective. This is a detailed description of the UF system. Pre-treatment: Water is usually pre-treated before entering the UF system to reduce turbidity and remove larger particles. This process guarantees the UF membrane’s durability and effectiveness. Membrane Filtration: Water is then passed through the UF membrane. The pressure forces water molecules and small dissolved substances through the membrane, while larger particles and contaminants are retained. Permeate Collection: On the other side of the membrane, the permeate—pure water—is collected. Now that most of the impurities have been removed, this water can be used for a variety of purposes. Concentrate removal: To improve system efficiency and avoid membrane fouling, residual contaminants—also called concentrate or retention—are washed out of the system periodically Components of an Ultrafiltration System Ultrafiltration systems comprise several key components that work together to ensure optimal performance: – UF Membranes: These are the core of the system, responsible for filtering out contaminants. Hinada uses premium membranes that are incredibly durable and efficient at filtration. – Pressure fluids: These are fluids with a UF viscosity that can withstand the pressure required to allow water to flow through them. – Pump: The pressure required in the ultrafiltration process is generated by a pump. It is reliable and successful under different circumstances. – Control systems: The sophisticated control systems found in modern UF systems monitor and adjust operating parameters to ensure longevity and efficiency. – Cleaning system: The UF membranes must be cleaned regularly to avoid contamination and to ensure proper operation. Hinada systems’ automatic maintenance mechanisms facilitate maintenance. Benefits of Ultrafiltration Systems There are a number of reasons which makes the IF systems an attractive choice for water treatment. Its benefits include: High Filtration Efficiency: The UF membrane has the ability to remove particles that are as small as 0.01 microns. It effectively removes bacteria, viruses and other diseases. These filters are usually sufficient to meet stringent water quality requirements. Chemical-free process: Unlike many other water treatment processes, no chemicals are required in ultrafiltration systems. This lowers the possibility of chemical contamination and makes the process more environmentally friendly. Consistent Water Quality: These systems generate consistent, high-quality permeate, which is ideal for a variety of uses, including the manufacturing of drinking water and industrial operations. Compact Design: These systems are typically compact and modular, making them easy to install and integrate into existing water treatment facilities. Their small footprint also makes them suitable for locations with limited space. Low Energy Consumption: UF Systems use less energy because they operate at lower pressures than other membrane filtration techniques like reverse osmosis. This results in reduced running expenses. Scalability: Scaling these systems to meet different needs for water treatment is a simple process. UF technology can be customized to meet your needs, whether you need a small system for a residential application or a large-scale system for an industrial facility. Applications of Ultrafiltration Systems Many industries use and prefer different types of ultrafiltration systems: Drinking water purification Safe drinking water is produced using UF Systems on a large scale. They successfully remove pathogens and suspended solids from the water, ensuring that it satisfies health and safety regulations. Industrial Water Treatment Because ultrafiltration systems can produce high-quality water, industries such as pharmaceuticals, food, beverages, and textiles rely on this system for water purification. The high water quality delivered by the system helps the products be good and efficient. Wastewater Treatment Wastewater treatment uses UF systems to remove contaminants. This is the step done just before the water is released or put to use again. In industries where a lot of wastewater is produced, this application is very crucial. Pretreatment for Reverse Osmosis Before the process of reverse osmosis (RO) system, water sometimes needs to be pretreated. So, ultrafiltration systems are used for this pretreatment. This system works as a protector for the RO membranes as it removes suspended particles and other contaminants from the water. It extends the lifespan of RO membranes. Choosing the Right Ultrafiltration System When it comes to choosing the right UD system, there are a number of considerations. Consider to follow the below mentioned points: Water Quality Requirements: Establish the precise pollutants that must be eliminated as well as the level of quality that the treated water should have. This will assist you in selecting the appropriate UF membrane and setup for your system. Flow Rate and Capacity: Assess the volume of water that needs to be treated and the required flow rate. This information is crucial for sizing the UF System appropriately. Operating Conditions: Include operating parameters including pressure, temperature and presence of contaminants. Ultrafiltration systems have been designed for reliable operation in a variety of environments. Maintenance and Cleaning: Evaluate the ease of maintenance and the availability of automatic cleaning systems. Conclusion When it comes to clean water, Ultrafiltration systems come out to be an effective and efficient advanced solution. Hinada, a leading provider of UF Systems offers you a chemical free reliable wastewater treatment solution to meet all your demands of clean water. Trust them for high quality safe water.

Design Background: Input water quality: The range of food products presents different wastewater challenges. Examples include fruits and vegetables for canning and preserving, fish, meat and poultry, dairy products, and fats and oils. This Equipment is for Bread and Cake Food factory wastewater or equivalent, it is also among the most difficult and costly waste to manage because food processing wastewater can contain large quantities of nutrients, organic carbon, nitrogenous organics, inorganics, suspended and dissolved solids, and it has high biochemical and chemical oxygen demands, the capacity will be 100m3/Day, 24hours working per day. Output Water quality: meet the discharge standard and can use for toilet flushing, gardening. S. N Item Input Water Discharge Standard 1 CODCr COD≤6000mg/L ≤150 mg/L 2 BOD5 BOD5≤4000mg/L ≤30mg/L 3 SS ≤321mg/L ≤20mg/L 4 NH3-N ≤50mg/L ≤10mg/L 5 Oil grease ≤100mg/L ≤5mg/L 3. How is the wastewater treatment Process in food processing: Wastewater——Bar Screening and oil grease remove /—Anaerobic Tank—Aerobic Tank (MBBR)——Sediment tank—Anaerobic Tank—Aerobic Tank (MBBR) ——MBR Tank ——Clean Water Tank ——Control Room 4. Dissolved air flotation It is one of the most effective methods whose specific gravity is close to 1.0 from water. Dissolved Air Flotation is liquid/solid or liquid/liquid separation process to remove tiny, suspended solids that density close to the water, colloid, oil and grease etc. DAF dissolved air flotation consists of flotation tank, dissolved air system, reflux pipe, dissolved air released system, skimmer (Based on customer needs, there are combined type, traveling type and chain-plate type to choose.), electric cabinet and so on Four comprehensive technologies: Micro bubble generating technology; Subsurface capture technology; Technology of automatic slagging controlled by liquid level; Non-clogging releasing technology with high efficiency; Product Description Application Fields: Oil-water separation of wastewater in petrochemical industry and so on (including emulsified oil and vegetable oil); Pretreatment of wastewater in the industries of textile, dyeing, bleaching, wool spinning; Wastewater treatment in surface treatment industry (such as galvanization, PCB, pickling); Pretreatment of wastewater in industries of pharmacy manufacturer, chemical production line, papermaking, tannery, slaughterhouse, food-making factory and so on; As a replacement of sedimentation tank, the flotation is widely applied in industrial wastewater pretreatment。 5. The Packaged MBR System in containerized included: Anaerobic biological treatment which the digestion is a sequence of processes by which microorganisms break down biodegradable material in the absence of oxygen, There are four key stages of anaerobic digestion involve hydrolysis, acidogenesis, acetogenesis and methanogenesis, and the main function is removed the Nitrogen and bacteria, that will help down the BOD. Aeration biological , the process involves air or oxygen being introduced into a mixture of screened, and primary treated sewage or industrial wastewater (wastewater) combined with organisms to develop a biological flock which reduces the organic content of the sewage. The main function is removing the nitrifying bacteria and phosphorus bacteria, and break down the COD& BOD MBR clarification is separating the clean water from the sewage.

Exploring Hinada’s Ultrafiltration Membrane Technology to Purify Water To assure safe, contaminant-free drinking water, water filtration technology is constantly improving. Ultrafiltration membrane are revolutionizing water treatment. This essay explores ultrafiltration membranes and how Hinada, a prominent water purification firm, is changing how we get clean water. Knowing Ultrafiltration Membranes The relevance of Hinada’s ultrafiltration membrane can be understood by understanding its basics. Ultrafiltration (UF) targets particles and molecules greater than a certain size. Like a minuscule sieve, it lets smaller particles through but blocks larger impurities. This makes UF membranes good at removing germs, viruses, suspended particles, and some dissolved chemicals from water. Hinada developed cutting-edge ultrafiltration membranes. Precision-designed membranes using modern materials ensure longevity and excellent filtering. Let’s examine Hinada’s ultrafiltration membrane’s impact. The Hinada Difference: Ultrafiltration Membranes Benefits Purification Precision: Hinada’s ultrafiltration membrane’s pore size allows only particles below a threshold to pass. This removes germs and viruses that cause waterborne infections. Families may rest easy knowing their tap water is free of these invisible risks. Better Taste and Clarity: Have you ever had water with a strange taste or cloudiness? Hinada’s ultrafiltration membrane removes impurities and improves water flavor and clarity. It eliminates odors, flavors, and colors for a refreshing, attractive drink. Ultrafiltration is greener than certain water purifying processes. It uses no chemicals or energy. Choose Hinada’s ultrafiltration membrane to improve your family’s health and the world. Easy Maintenance: Ultrafiltration membrane maintenance is simple. Keeping the system working smoothly normally requires only flushing and cleaning. Hinada membranes last longer, lowering replacements and maintenance expenses. Applications of Hinada’s Ultrafiltration Membrane The ultrafiltration membrane from Hinada is useful in many ways: Residential Use: Ultrafiltration systems under the sink or at the entrance can benefit homes. These systems guarantee high-quality drinking, cooking, and household water. Commercial and Industrial Applications: Hinada’s ultrafiltration membranes work in restaurants and factories. They ensure the quality of food, beverage, and industrial water. Hinada’s ultrafiltration membrane technology can save lives in remote and disaster-prone places. Even extremely contaminated water can be made drinkable. Recreational Spaces: Ultrafiltration systems provide clean drinking water in parks, campers, and other recreational places. This improves tourists’ health. Taking the Risk: Health and Safety Investment Hinada’s ultrafiltration membrane technology offers hope to combat water pollution. Its ability to filter hazardous compounds while preserving water’s taste and clarity is extraordinary. Choose Hinada’s ultrafiltration systems to protect your health and purify water sustainably. In conclusion, Hinada’s ultrafiltration membrane shows human inventiveness in water issues. Its simple but effective design and wide range of applications make it essential to purify water. This technology is making homes, businesses, and communities healthier and safer. Why choose less when you can have the best? Try Hinada’s ultrafiltration membrane and see the difference.

We are thrilled to announce a double celebration at Hinada: our 13th anniversary and the joyous relocation to our new office space. Thirteen years ago, we started as a small team with big dreams. Today, thanks to the trust of our clients, the dedication of our employees, and the support of our partners, we have grown into a thriving company. Our new headquarters represents not just a physical move, but a fresh chapter filled with more opportunities, innovation, and collaboration. The modern facilities and inspiring environment will help us serve you better and reach even greater heights. This milestone is a testament to our collective hard work and shared vision. We extend our deepest gratitude to everyone who has been part of this incredible journey. As we settle into our new home, we look forward to many more years of excellence, growth, and success together. Here’s to the past 13 years, to our new space, and to a bright future ahead!
Read More
Water is equivalent to life, and in the food processing industry, water is a vital resource. Meat processing, bakeries, to food processing units for ready-to-eat foods, a tremendous amount of water is used on a daily basis, thereby creating complicated wastewater. The food processing industries’ wastewater treatment is becoming a challenging task due to tighter environmental norms, increasing water scarcity, and adoption of sustainable development. In this background, membrane technology, particularly the PVDF ultrafiltration membrane, acts as an effective technique. Founded in 2012 and located in Guangzhou, China, Hinada Water Treatment Tech Co., Ltd. has existed with only one focus: water and wastewater treatment solutions. With over 13 years of experience in this industry and with a particular focus on membrane technology, we remain committed to helping food manufacturers with their wastewater problems. Challenges in the Treatment of Wastewater Generated by Food Processors Food processing plants generate wastewater that is highly variable and complex. It tends to contain high amounts of organic substances, suspended matter, fats, oils, grease, proteins, starches, and detergents. It is these properties that make the treatment of wastewater from food processing plants rather complex. One is that it has a substantial organic level that, if not treated well, can easily decrease oxygen levels within water bodies. Another is that it has fat and oil that, if it passes through regular treatment processes, can easily clog these processes, decreasing efficiency. Another is that it requires a stable production process that can provide a consistent level of effluent. Conventional treatment technologies fail to satisfy the above-stated criteria successfully. This is why the use of an advanced membrane filtration technique, known as the ultrafiltration membrane, has become a favorite in contemporary wastewater treatment technologies for the food industry. How PVDF Membranes Handle High Organic Load and Fats Principle of membrane filtration: This method of filtration involves the passage of water through a semipermeable membrane with the retention of suspended matter. We produce hollow fiber membranes based on modified PVDF ultrafiltration membrane and PVC materials, intended for use in wastewater with challenging conditions. The PVDF ultra-filtration membrane finds particular applications in processing food industry wastewater due to its excellent mechanical properties, hydrophilicity characteristics, and stability in water quality. The membranes have been tested successfully in the separation of suspended matter, organic particles, and colloids in wastewater with high organic content. In the field of applications relating to fats and oils, membrane filtration prevents the fats and oils from passing through, along with the purified water. In the context of the membrane bioreactor (MBR) process, the UF membrane helps to reap the benefits from the biological processes in eliminating contaminants from the wastewater. The ultrafiltration membranes ensures that the purification requirements are met irrespective of the changes in the incoming factors. Case-Based Applications in the Food Industry Meat Processing Plants The types of meat industry wastewater may include blood, fat, proteins, and suspended materials. The use of membrane technologies results in the effective retention of solids, thus permitting more efficient biological processes. The PVDF ultrafiltration membrane enables successful treatment and the achievement of effluent quality suitable for discharge or subsequent treatment. Bakery and Grain-Based Food Establishments Bakeries include waste generation that has high starch content, flour particles, and organic matters. The fine particles in this waste can be challenging to separate using normal sedimentation processes. Membrane filtration has accurate separation properties. For instance, it separates solid particles in suspension, separating clean water in the process. Ultrafiltration membranes are used in such processes to boost efficiency. Ready to Eat Food Processing Plants Ready-to-eat food plants are often faced with complex wastewater streams originating from cooking, washing, and sanitizing operations. These streams differ greatly in composition and amount. Membrane technologies are flexible and efficient in changing operating conditions. The use of the PVDF ultrafiltration membrane allows a compact system with a consistent effluent quality even in varying influent flow rates. Why Choose Hinada for Food Industry Wastewater Treatment We are one of the most prominent submerged MBR membrane and membrane filtration systems producers in mainland China. At most projects, we can supply a completely integrated solution, including consultation, design, and commissioning, to meet all requirements for water and wastewater applications. Our membrane manufacturing plant, initiated in the year 2012, produces high-quality hollow fiber membranes through rigorous quality control procedures like flow rate testing, bubble point testing, and microscopic analysis. Knowing the practical difficulties encountered in the food processing industry, having rich industry experience in the treatment of wastewater. The corporate culture of Industrious, Integrity, Professional, and Learning propels the pursuit of excellence and customer satisfaction. In identifying quality reliability, affordability, and customization, we empower clients to solve the wastewater problems of the food industry with the use of a PVDF ultrafiltration membrane. Owing to the increasing scarcity of clean water and tougher environmental regulations, it has become mandatory for the food processing sector to treat wastewater efficiently. The intense wastewater and higher levels of fats have promoted membrane filters as a reliable and trustworthy technology for the food processing sector. The uf membrane is an important component in the wastewater treatment system because of its efficiency and malleability. What makes us a partner of choice in the food industry for our expertise in wastewater treatment solutions. Need a trustworthy solution for wastewater treatment from a restaurant or the food sector? Call us at Hinada for personalized membrane technology systems. FAQs Why is membrane filtration important in food industry wastewater treatment? Membrane filtration has been established to yield good separation of suspended solids and organic materials independent of variations in the quality of wastewater. How does a PVDF ultrafiltration membrane handle high organic loads? This functions as a barrier that allows organic particles and solids to accumulate while letting only treated water go through for the best possible biological treatment. Can membrane systems be used for different types of food processing wastewater? Yes, the membrane systems handle this in a very flexible and reliable way when it comes to water from meat processing, bakeries, and ready-to-eat food plants.
Read More
Membrane Bioreactor Systems are extensively used in wastewater treatment due to the fact that they are performance-oriented and small. This system is based on the mbr membrane that is highly precise in filtering off suspended solids and harmful microorganisms. Due to industries being subjected to tougher environmental regulations, MBR systems have become important in order to satisfy the contemporary treatment standards. The necessity of sound water reuse is growing in urban areas, industries, and homes. This has compelled quality membrane and trusted mbr membrane manufacturers who can provide reliable and consistent solutions. How MBR Membranes Function Membranes are a combination of biological treatment and membrane filtration to yield high-quality effluent. This involves the clean water that flows across the membrane through the tiny holes and the biomass remains in the bioreactor. This provides very clear and safe treated water that is reusable. Membrane eliminates the use of clarifiers, unlike the traditional systems, which use clarifiers. This makes the process of designing a plant easier and treatment stays the same even when wastewater flow or quality suddenly alters. Why Industries Are Choosing MBR Systems The industries like it since MBR produces consistent and quality water that has high discharge limits. The pore structure of the membrane is fine, which ensures a higher degree of purification than conventional systems. This renders MBR the best in industries such as food production, pharmaceuticals, hotels, and residential developments. The other benefit is the small size. MBR technology is a technology that saves space as it integrates both biological treatment and filtration in a unit. This assists industries in increasing capacity without having to do any massive construction or large tracts of land. The Role of Leading MBR Membrane Manufacturers The selection of appropriate mbr membrane manufacturers is important since the quality of the membrane has a direct influence on the performance of the system. Good manufacturers pay attention to the creation of membranes that are resistant to fouling, to which good permeability and chemical cleaning should be applied. They assist in minimizing the maintenance requirements and increasing life cycles. The best producers also put money into research to come up with better membrane structures. Most of them provide specialized solutions to particular industrial wastewater. As interest in sustainability increases, manufacturers are producing more energy-efficient and efficient membranes. Key Advantages of Using MBR Membranes A significant advantage of a membrane is that bacteria and pathogens are removed successfully by it. This makes the treated water safe in the different reuse applications such as irrigation, cooling, and toilet flushing. Industries can minimize their reliance on the freshwater source, which results in reduced operating costs and promotes long-term conservation purposes. The MBR systems also produce sludge at a lower rate as compared to the conventional processes. They are modular in nature, and hence, when the demand rises, a facility can easily expand to accommodate more people. The total cost of operation is also more manageable in the long run, coupled with energy-saving designs and increased durability. Growth of MBR Technology in Global Markets With water shortage fast becoming a global issue, MBR technology is being deployed in the municipal, commercial and industrial projects. Advanced treatment techniques have been advocated or mandated in many countries, and this is encouraging greater use of membrane-based systems. This development has resulted in more innovation in membrane material and construction. The market development at an international level has also forced manufacturers of membranes to provide solutions that are more flexible and affordable. As the investment in green infrastructure continues to increase, MBR technology will contribute significantly to the water management system in the future. Conclusion As demand to use water increases and issues of energy conservation, as well as sustainable infrastructure, MBR technology has emerged as a preferred option in numerous industries. The membrane manufacturers are able to provide high-quality membranes and innovative solutions that can contribute to a long and reliable treatment performance. With the industry still progressing, organizations such as HINADA are still determined to provide cleaner and efficient wastewater solutions.
Read More
Hinada to Showcase Cutting-Edge Water Solutions at the 7th Philippines Water Show 2025 March 19–21, 2025 | SMX Convention Center Manila, Philippines Manila, Philippines – Hinada, a global leader in advanced water treatment technologies, is proud to announce its participation in the 7th Philippines Water Show 2025, held from March 19 to 21 at the SMX Convention Center Manila. As a key exhibitor, Hinada will present its latest innovations in water purification, and sustainable wastewater solution , reinforcing its commitment to addressing the Philippines’ critical water challenges. Driving Innovation in Water Sustainability At Booth #H6, Hinada will feature interactive demonstrations of its flagship products, including: Packaged MBR System for wastewater treatment Moveable: High-efficiency solutions for industrial and municipal use, plug-and-play with economical investment. AI-Driven Wastewater Treatment Platforms: Reducing environmental impact through automation. Visitors can engage with Hinada’s technical experts, explore live product trials, and discuss tailored solutions for urban and rural water infrastructure. We’re honored to join this year’s Water Show,” said Mr.Jeff Ouyang, CEO of Hinada. “The Philippines faces urgent water scarcity and quality issues, and we’re eager to collaborate with stakeholders on scalable, sustainable solutions. Our technologies are designed to empower communities and industries alike.” About Hinada Hinada specializes in end-to-end wastewater treatment systems, serving clients in over 50 countries. With a mission to “Water is life,Treat it right,” the company combines decades of engineering expertise with a focus on renewable wastewater integration. Learn more at www.hinada.com.
Read More